你好英语,受欢迎远道而来cnc制作管理中心生产厂家【广东省捷弘自动化自动化科持受限企业】游戏官方企业网站!
车方机机械:航空航天化工业的采用
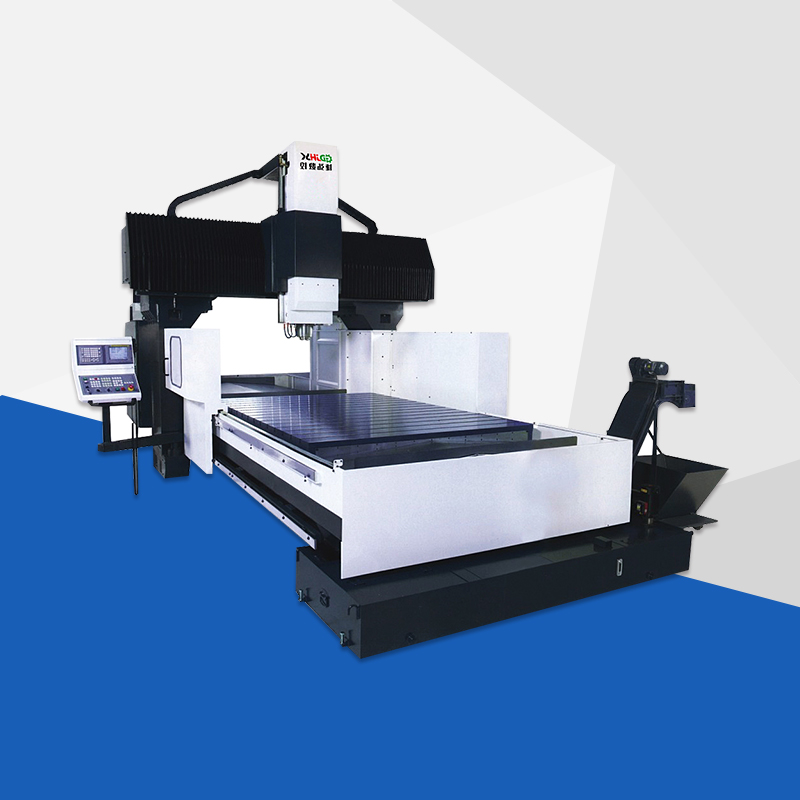
专注CNC制作平台设置及制作合一保障可以服务供应商


云南省不花钱精准服务电話
18925943198







 英文版
英文版


 微信扫一扫
微信扫一扫